
 Ita
Ita Deu
Deu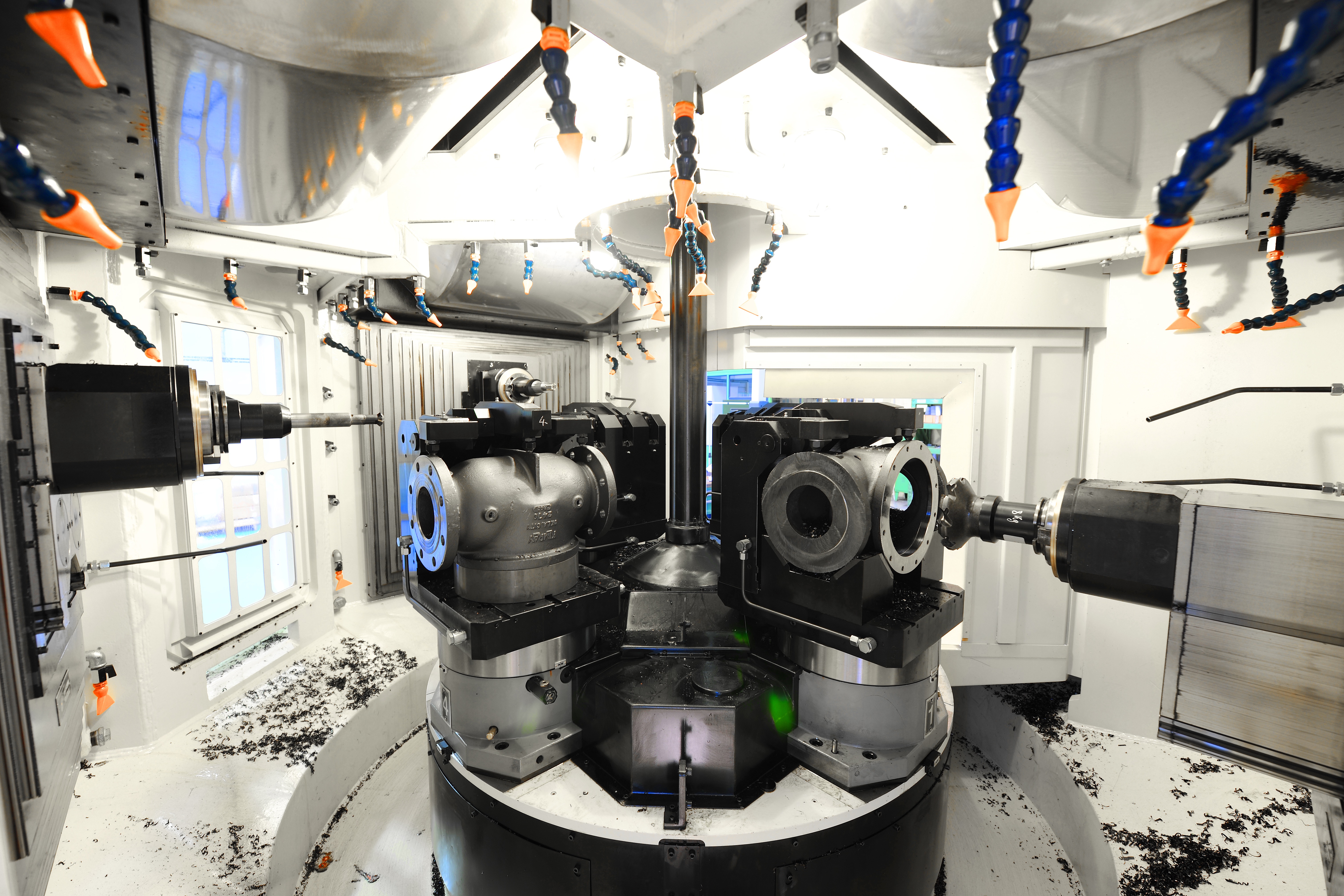
I am talking about STEEL and CAST IRON VALVES, where until today the traditional manufacturing process has been split into two phases:
1. TURNING
2. MILLING/DRILLING
I have visited companies where the first phase was usually carried out on a horizontal lathe for small valves or on a vertical lathe for larger ones. The valves then moved to a machining center of varying size, again depending on the dimensions of the valve to be processed.
These two phases are carried out with two types of machine tools, lathes and machining centers, but in order to produce large quantities I have also witnessed situations where the company was organised as follows:
• Lathe 1: Turning of first flange
• Lathe 2: Turning of second flange
• Lathe 3: Turning of third flange
• Machining centers 4, 5 and 6: Milling
• Drills 7, 8: Drilling of flange holes
• Drills 9, 10: Tapping of flange threads
• Valve manual de-burring department
LET’S CUT TO THE CHASE: WOULDN’T IT BE NICE TO HAVE A MACHINE THAT YOU CAN PUT THE VALVE IN AND IT COMES OUT 100% FINISHED?
It certainly would, since in the case of a production line where the machines are arranged in a series with each one executing a phase do you know what happens?
HERE ARE 7 CRITICAL POINTS YOU WILL HAVE DURING PRODUCTION:
1. QUALITY PROBLEMS DUE TO THE COMPONENT BEING RE-WORKED
2. HIGH PERSONNEL COST
3. TOO MANY HUMAN VARIABLES = INCONSISTENT PRODUCTION
4. A LOT OF PEOPLE: LOTS OF PROBLEMS TRYING TO MANAGE THEM
5. A LOT OF SPACE TAKEN UP AND MANY COMPONENT HANDLING ACTIVITIES
6. WIP (WORK IN PROGRESS) CHAIN TOO LONG: DIFFICULT TO CONTROL, TOO MANY PIECES STOPPED DURING THE VARIOUS PHASES
7. AUTOMATION? VERY COMPLICATED AND EXPENSIVE
WHAT ARE THE CONSEQUENCES OF THE PROBLEMS LISTED ABOVE?
Unfortunately, some customer complaints concern the quality of the components. It is undoubtedly difficult to produce quality parts made to specifications and free of burrs with this long chain of machines arranged in a cascade-like fashion, one in front of the other.
We all know that when a customer is unsatisfied, the days become tougher; and in a market that is increasingly more competitive there are many other companies ready to take care of a customer looking for alternatives.
Moving on to the cost of personnel.
Once again the topic is a very important one, not only because personnel costs weigh heavily on the component, but because today the more workers directly involved in the production process the more human error we find; and if it’s called “human error”, there is a REASON for it: we are only human!
Staying on the subject of personnel, the more workers there are, the more difficult it is to duly train them under various aspects, such as, for example, operational training, workplace safety training, along with the entire management that revolves around the worker: vacation time, sick days, personal leaves of absence, etc.
Nowadays, even the space occupied by machinery and equipment has a value, and therefore a cost. If a company installs a lot of machines, proper industrial accounting also has to consider the area taken up by the system, as it is associated with costs such as building insurance, heating, lighting, property taxes, etc.
Let’s analyse the WIP, in other words the material standing between one processing phase and the next. In the case of different machines arranged in a chain-like formation, between one machine and the next, partially processed components have a tendency to accumulate and, sometimes due to human error, they skip one phase and reach the assembly department or, even worse, the end customer, causing problems that we all know too well.
WHAT IF WE DECIDE TO AUTOMATE THESE MACHINES?
It is easy to see that the more machines there are, the more robots and conveyor belts will be required, leading to high automation costs and to a very high level of complexity.
WELL THEN, HOW CAN ONE BECOME MORE COMPETITIVE?
HERE IS THE SOLUTION!
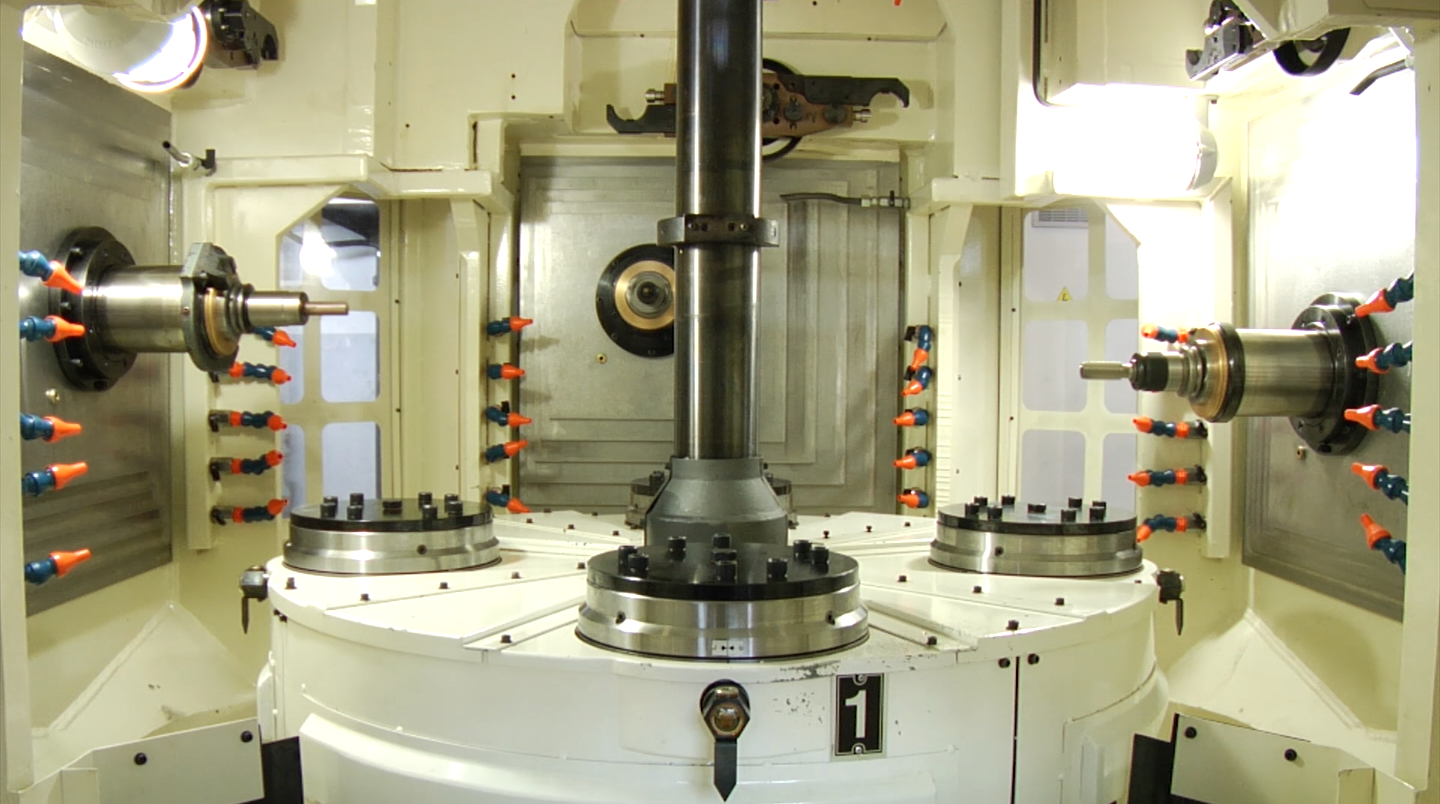
INTRODUCING THE NEW FLEXIBLE PRODUCTION METHOD!
• STATION 1: MILLING
• STATION 2: TURNING OF FLANGES
• STATION 3: DRILLING/THREADING OF FLANGE HOLES/DE-BURRING
• STATION 4: PIECE LOADING/UNLOADING (while the machine is working!)
As you can see, the valve execution time is divided between the 3 independent work stations; the valve is clamped only once, and it is completely finished with no re-clamping required, to the full benefit of processing accuracy.
A SINGLE MULTICENTER PRODUCES THE SAME AS MANY MACHINES, WITH THE FOLLOWING TEN ADVANTAGES:
1. Reduction of labour costs (one operator required, not three)
2. Fewer human variables = fewer errors (significant scrap reduction)
3. Few workers = fewer problems in managing them (easier to train)
4. Less space taken up and less handling of parts (cost cutting)
5. Short WIP (work in progress) chain, easy to control process
6. Automation? Much simpler and less expensive (one machine instead of three)
7. It costs less than an entire series of machines
8. Less energy consumption compared to a series of machines
9. Less expensive equipment (three or four machines with pallet pools of 6 or 8 pallets often each, while the MULTICENTER LATHE only has 4!)
10. Faster production (thanks to reduced downtimes and tool/pallet change time)
I WOULD LIKE TO BE 100% CLEAR WITH YOU AND TELL YOU THAT:
THE MULTICENTER IS NOT THE SOLUTION FOR ALL VALVES!
In fact, it might seem an EXCELLENT concept for all valves, but it isn’t. This MULTICENTER is specifically intended for the following valves:
GATE, GLOBE, CHECK VALVES, PLUG VALVES, BALL VALVES, CONTROL VALVES, FROM ½” UP TO 4″.
CAUTION! WHY YOU SHOULDN’T BUY A MULTICENTER!
For larger valves, the MULICENTER is not the right solution, since the larger the valves the lower the quantity needed.
More specifically, the reverse is also true: THE SMALLER THE VALVES THE LARGER THE QUANTITIES, but also THE FIERCER THE COMPETITION.
THIS IS THE IDEA THAT LED TO THE FLEXIBLE PRODUCTION METHOD FROM ½” TO 4″ FOR GATE, GLOBE AND SIMILAR VALVES
WHY THESE DIMENSIONS ONLY AND NOT THE ENTIRE RANGE?
The explanation lies in the fact that in the range from ½” to 4″ for GATE, GLOBE and similar valves the competition is tougher, so a fast and competitive machine is needed.
A machine that is designed for top performance in the 4” range, because if a company is not competitive in this range, it is in for a beating and in a short time, this company might even go bankrupt, crushed by the price war!
In the range above 4″, volumes are drastically reduced and it no longer makes sense to build a machine with parallel operations.
So, TRADITIONAL machining centers become once again a proper choice.
Proof of this lies in the fact that this very competitive segment with high production volumes is doing away with traditional machining centers, since it would be necessary to install too many machines with respect to the number of valves to be produced; because more machines mean:
1. High personnel costs, as each machine requires an operator to run it
2. Too many human variables = inconsistent production
3. Lots of people: lots of problems trying to manage them
4. A lot of space taken up
5. More installed power (chip conveyor belts, hydraulic control units)
6. Automation? Very complicated and expensive
ARE YOU READY TO CUT PRODUCTION AND IMPROVE YOUR PROFIT MARGINS FOR VALVES FROM ½” TO 4″?
An example of cycle time:
2″ GATE VALVE: 119 seconds (2 minutes)
… NOT YET CONVINCED OF WHAT I HAVE SAID SO FAR…
THEN READ THIS READ ACCOUNT BY A CUSTOMER WHO CHOSE THE MULTICENTER SOLUTION!
THIS IS WHAT THE CUSTOMER HAD TO SAY…
Kimray is a private stock company that produces a range of pumps and control valves for the oil industry.
These components vary from 1″ to more than 36″, and are made of both steel and iron. The overall volume of components produced by Kimray has almost doubled in recent years.
A large part of their production increases concerns components belonging to the smaller range, with precision finishing requirements.
This is the product range on which Kimray has focused its efforts in order to increase their processing capacity. In Kimray’s case, the wide range of offers, the ever increasing volumes, and the “just in time” company philosophy required a processing cell with high PRODUCTIVITY and HIGH FLEXIBILITY, as well as great accuracy in complying with their demanding quality requirements.
THE INTEREST IN THE MULTICENTER
After a complete and careful survey of the machine tools available on the market, Kimray found the MULTICENTER to be particularly interesting.
The MULTICENTER is a machine equipped with three four-axis processing modules, each one with excellent tool storage capacity and a central rotating table. In addition to being a very fast machine (typically comparable to the yield of four horizontal machining centers), the Multicenter is designed to process heavy iron materials, necessary for the components produced by Kimray.
One of the unique characteristics which attracted Kimray’s attention is the ability to process different components at the same time, through the cell.
Thanks to this method, with annual lots of 1,000 pieces or fewer, Kimray can take advantage of the low costs offered by this machine, without adding long set-up times and costs for the tooling.
The fact that the MULTICENTER controlled through FANUC CNC is a standard product for PORTA is highly appreciated by Kimray. The integrated diagnostics systems via the Internet was also considered a strength.
PRODUCTION RESULTS
Seven months after the machine was installed, Kimray discovered that, thanks to the MULTICENTER, it is able to produce much larger quantities compared to those estimated at the time of purchase and also compared to the projections that justified buying the MULTICENTER.
Using the universal tool concept, the cycle time turned out to be up to eight times faster with respect to the cycle time obtained through traditional machining centers.
At the same time, the set-up is simple and fast.
The component change times are limited to 2 hours; even the initial machine set-up for a new component, including complex ones, is carried out faster.
THIS MACHINE IS ABLE TO PRODUCE AT RATES WHICH ARE MUCH FASTER COMPARED TO
COMMON MACHINING CENTERS.
Indeed, this high-efficiency machine tool has allowed Kimray to do work internally that was previously outsourced, thus achieving better process control and also managing to handle smaller lots in favour of reduced stock on hand.
Therefore, the MULTICENTER has satisfied and exceeded Kimray’s expectations, and has become an important piece of equipment for the company in terms of continuing to offer high-quality and competitive products from the price standpoint.
AND NOW A REAL ACCOUNT
High-pressure steel valve 2″ TAPERED – it used to take 306 seconds to make on a horizontal machining center – now it can be done in 156 seconds with the MULTICENTER.

Cast iron thermostat lid in just 46 seconds.

Cast iron thermostat cover – before it took 414 seconds – now just 46 seconds:

Cover made of malleable cast iron – before it took 330 seconds – now just 72 seconds.

Now, try to answer the following two questions; take 10 minutes of your time.
I recommend that you write down your answers below since it is important to write them instead of just thinking them, since writing requires concentration, that concentration that we often do not have for lack of time, and that however makes us make the wrong decisions or, even worse, not make a decision at all.
WHAT WOULD CHANGE IN YOUR COMPANY BY INSTALLING A MULTICENTER?
WHAT WOULD HAPPEN AT YOUR COMPANY IF YOU CARRIED ON INSTALLING TRADITIONAL MACHINERY?
WHAT WOULD HAPPEN AT YOUR COMPANY IF YOU DO NOTHING AND POSTPONE YOUR DECISIONS?
AND I REMIND YOU THAT:
IT IS NOT THE STRONGEST OF THE SPECIES THAT SURVIVES
BUT THE MOST ADAPTABLE!
www.machiningcentersbook.com
Maurizio Porta
Expert in Flexible Production